一���、用 途
本拋丸器為直聯(lián)型拋丸器��,是我公司參照英國(guó)SPANCER公司與美國(guó)WHEEIBRATOR公司拋丸器技術(shù)特點(diǎn)而設(shè)計(jì)的一種新型的拋丸器���。它是各種拋丸清理設(shè)備中的關(guān)鍵部件,廣泛用于板材��、鑄件���、鍛件��、焊接件���、熱處理件的表面清理�,各種型材的表面預(yù)處理和齒輪�、 彈簧等機(jī)械零件的表面強(qiáng)化工藝。
二����、技術(shù)規(guī)格參數(shù)
|
型號(hào)
|
葉輪直徑
|
葉輪轉(zhuǎn)速
|
彈丸拋射速度
|
徑向擴(kuò)散角
|
軸向擴(kuò)散角
|
拋丸量
|
電機(jī)功率
|
工作
電流
|
|
mm
|
rpm
|
m/s
|
度
|
度
|
kg/min
|
kw
|
mm
|
|
Q034
|
360
|
2900
|
~72
|
~60
|
~8
|
280
|
11
|
19A
|
三、工作原理和結(jié)構(gòu)
本拋丸器的結(jié)構(gòu):本拋丸器由進(jìn)丸管����、分丸輪�、定向套、葉片����、葉輪、結(jié)合盤�����、電機(jī)、罩殼��、高鉻耐磨防護(hù)襯板��、等構(gòu)成���。(參見圖 1:拋丸器結(jié)構(gòu)圖)
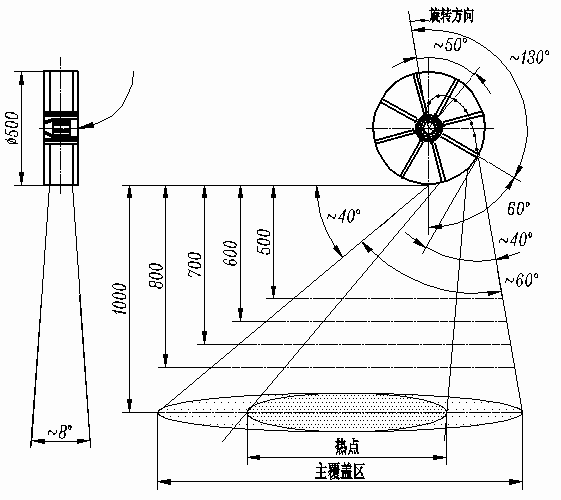
工作原理:彈丸經(jīng)進(jìn)丸管流入高速旋轉(zhuǎn)的分丸輪中���,分丸輪將彈丸 推向定向套并由定向套出口拋出,在高速旋轉(zhuǎn)的葉片推動(dòng)下�����,彈丸進(jìn)一步加速拋出�,形成扇形流束,使用該流束擊打工件表面����,既能使工件表面達(dá)到清理和強(qiáng)化的目的。通過(guò)調(diào)節(jié)定向套窗口方向可改變彈丸拋射方向�,彈丸的徑向散射角一般比定向套開徑向口角度大~10°,軸向散射角一般是~8°�����,定位角~130°,拋射角~40°(參見圖 2:彈丸運(yùn)動(dòng)軌跡圖)����。彈丸拋射密度分布成橄欖狀(參見圖 3:彈丸拋射密度分布示意圖)。
圖 1:拋丸器結(jié)構(gòu)圖
圖 2:彈丸運(yùn)動(dòng)軌跡圖
圖 3:彈丸拋射密度分布示意圖
四�����、本拋丸器的性能特點(diǎn)
本拋丸器具有結(jié)構(gòu)緊湊��、維修方便�����、低噪音��、低消耗等優(yōu)點(diǎn):拋丸器葉輪和驅(qū)動(dòng)電機(jī)主軸直接連接�����,消了中間傳動(dòng)損耗�,去除了易損件—傳動(dòng)皮帶����,減少了維修工作量�。另外����,它占地面積小,布置 靈活��,易于滿足拋射帶的布置��。它還具有整體更換性能��,維修方便�。該拋丸器有如下特點(diǎn):
復(fù)合拋射帶:為使工件陰陽(yáng)、凸凹表面得到徹底的清理��,拋丸葉 片具有不同角度�,從而形成了較寬的拋射區(qū)域,橫向拋射帶的寬度是常規(guī)拋丸器的 1.5~2倍
更換葉片方便:本拋丸器葉片不需夾具固定����。安裝、更換葉 片時(shí)���,只需取出定向套和分丸輪����,將葉片從葉輪中心插入葉輪槽內(nèi), 葉 片依靠葉輪旋轉(zhuǎn)產(chǎn)生的離心力及葉片兩邊的凸臺(tái)固定��。更換葉片時(shí)可以 同時(shí)檢查定向套和分丸輪的摩損情況���。

結(jié)構(gòu)緊湊:電機(jī)和拋丸器葉輪直接連接����,減少了拋丸器主軸��、主
軸固定座����、皮帶輪、皮帶輪罩等件�����,結(jié)構(gòu)緊湊���,維修方便�����,具有整體更 換性����,占地面積小�����、布置靈活�����,容易滿足拋射帶的任意布置����。
低噪音、低能耗�、效率:電機(jī)和拋丸器葉輪直接連接,無(wú)中間 傳動(dòng)部件�,既除了中間傳動(dòng)部件產(chǎn)生的能耗,又減少了制造����、裝配誤 差所引起的彈丸對(duì)分丸輪的摩擦和將定向套擠裂的現(xiàn)象,大大提高了拋 丸效率�、降低了設(shè)備的噪音。本拋丸器效率高達(dá) 16~20kg/min·kW,能 耗降低 5~10%����,單機(jī)噪音僅為 85
分貝。
嚴(yán)密的密封:拋丸器的端護(hù)板及頂護(hù)板采用了多層迷宮式防護(hù)技 術(shù)�����,另外拋丸器頂端具有耐磨鑄鐵及耐磨橡膠雙層密封裝置���,保證了嚴(yán)密的密封����,消了彈丸擊穿拋丸器罩殼的現(xiàn)象�����。
易損件工作壽命長(zhǎng):易損件的使用壽命是拋丸器的關(guān)鍵技術(shù)之 一�����,影響易損件使用壽命的因素���,除鋼丸的制造工藝因素�、鋼丸含砂量 之外,取決定作用的因素是易損件的材料性質(zhì)�����,本拋丸器的進(jìn)丸管���、分 丸輪、定向套�����、葉片及殼體護(hù)板等均采用高鉻耐磨鑄鐵熔膜精密鑄造�����, 其使用壽命是潮膜砂鑄件的 5倍以上����。
五、安裝�����、使用�、維護(hù)
1.拋丸器是高速��、重型����、大功率設(shè)備���,安裝基座要具有足夠的強(qiáng)度和剛 性����,安裝要牢固可靠�。拋丸器安裝到位后,正常工作前應(yīng)空載運(yùn)行30 min���,且軸承溫升不得超過(guò) 35°C�。
2.空載運(yùn)行或正常工作期間應(yīng)無(wú)異常噪音�,如果產(chǎn)生嚴(yán)重的噪音或震動(dòng) 現(xiàn)象,應(yīng)及時(shí)停車檢查����。檢查時(shí)應(yīng)切斷電源。
3. 拋丸器每班工作后應(yīng)檢查易損件的磨損情況:
(1)葉片:應(yīng)及時(shí)調(diào)整����、更換葉片��,更換葉片時(shí)要注意對(duì)稱的兩葉片的重量 盡可能相近�,每對(duì)重量誤差不得超過(guò)3克����,每組 8 葉片重量誤差不得超過(guò)5克����;
(2)定向套:根據(jù)定向套磨損情況,及時(shí)調(diào)整定向套出口位置���,避免拋射帶 偏移���,加快護(hù)板磨損,降低清理效率��;定向套窗口磨損量大于15mm以上時(shí)���,應(yīng)及時(shí)更換����;
(3)分丸輪:分丸輪外徑磨損 15mm 以上時(shí)���,應(yīng)及時(shí)更換�;
(4)葉輪:應(yīng)經(jīng)常檢查葉輪的磨損,并及時(shí)更換調(diào)整��、更換后應(yīng)檢查葉輪的 端面跳動(dòng)不大于 0.15mm����,徑向跳動(dòng)不大于 0.1mm。
六��、易損件明細(xì)
|
序號(hào)
|
圖號(hào) (型號(hào))
|
名 稱
|
數(shù)量
|
材 質(zhì)
|
備 注
|
|
1
|
Q034I10/30-4
|
定向套
|
1
|
高鉻耐磨鑄鐵
|
熔模精鑄
|
|
2
|
Q034I10/30-3
|
分丸輪
|
1
|
高鉻耐磨鑄鐵
|
熔模精鑄
|
|
3
|
Q034I10/30-2
|
葉 片
|
8
|
高鉻耐磨鑄鐵
|
熔模精鑄
|
|
4
|
Q034I10/30-5
|
端護(hù)板
|
2
|
高鉻耐磨鑄鐵
|
|
|
5
|
Q034I10/30-6
|
頂護(hù)板
|
1
|
高鉻耐磨鑄鐵
|
|
|
6
|
Q034I10/30-8
|
側(cè)護(hù)板
|
2
|
高鉻耐磨鑄鐵
|
|
|
8
|
Q034I10/30-7
|
葉 輪
|
1
|
40Cr 組件
|
40Cr 組件
|